NXF UNS N10276 2.4819/NiMo16Cr15W/C276 Nickel Alloy OD DN15-1200 ASME B16.9Butt Welding End Cap
C276 Introduction
Super alloys or high performance alloys are available in a variety of shapes and contain elements in different combinations to obtain a specific result. These alloys are of three types that include iron-based, cobalt-based and
nickel-based alloys. The nickel-based and cobalt-based super alloys are available as cast or wrought based alloys according to composition and application.
Super alloys have good oxidation and creep resistance and can be strengthened by precipitation hardening, solid-solution hardening and work hardening methods. They can also function under high mechanical stress and high temperatures and also in places that require high surface stability.
HASTELLOY(r) C276 is a wrought corrosion-resistant alloy that resists the development of grain boundary precipitates that degrade corrosion resistance.
The following datasheet provides an overview of HASTELLOY(r) C276.
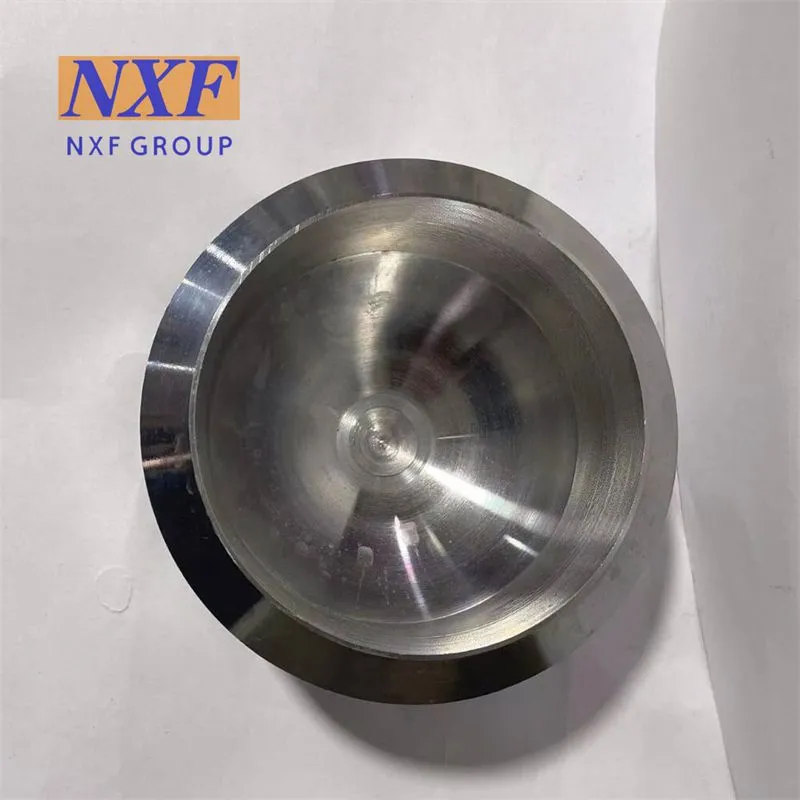
Butt Welding Cap Introduction
A Butt Welding Cap is an industrial pipe fitting specifically designed to be welded onto the end of a pipe. Its primary functions are to shut off the flow of the media, permanently seal the pipeline, and withstand the internal fluid pressure of the system. The butt-welding process allows the cap to fuse completely with the pipe, providing high structural strength, excellent fatigue resistance, and the ability to endure severe temperature and pressure fluctuations.Core Product Categories of Butt Welding Caps
If you are currently sourcing or procuring butt welding caps, here are some representative material and specification options available from major industrial platforms:
Carbon Steel Butt Welding Caps: * Mainly used in medium-to-high pressure industrial piping, chemical processing, and general fluid transport systems.Stainless Steel Butt Welding Caps: * Featuring superior corrosion resistance, these are commonly made from 304/304L or 316/316L grades and are widely utilized in food processing, chemical, and pharmaceutical industries.Sanitary Polished/Unpolished End Caps:
* Specifically engineered for Clean-in-Place (CIP) systems in dairy, beverage, and biopharmaceutical applications where strict hygiene is required.Key Sourcing and Engineering Considerations
1. Wall Thickness (Schedule): The wall thickness of the cap must match that of the connecting pipe (e.g., SCH 10s, SCH 40/STD, SCH 80). This ensures that the weld bevels and edges line up perfectly for a smooth, full-penetration fusion weld.
2. Manufacturing Standards: Industrial-grade butt welding caps must strictly comply with ASME/ANSI B16.9 (factory-made wrought steel butt welding fittings dimensions) as well as material specifications like ASTM A234 (for carbon steel) or ASTM A403 (for stainless steel).
3. Pipe Extension Recommendation: If the line termination is only temporary or if future pipeline expansion is anticipated, it is highly recommended to leave an extra straight run of pipe before welding the cap. This ensures that when you need to reroute the line in the future, you can simply cut off the cap and weld on a new fitting without running out of pipe length.
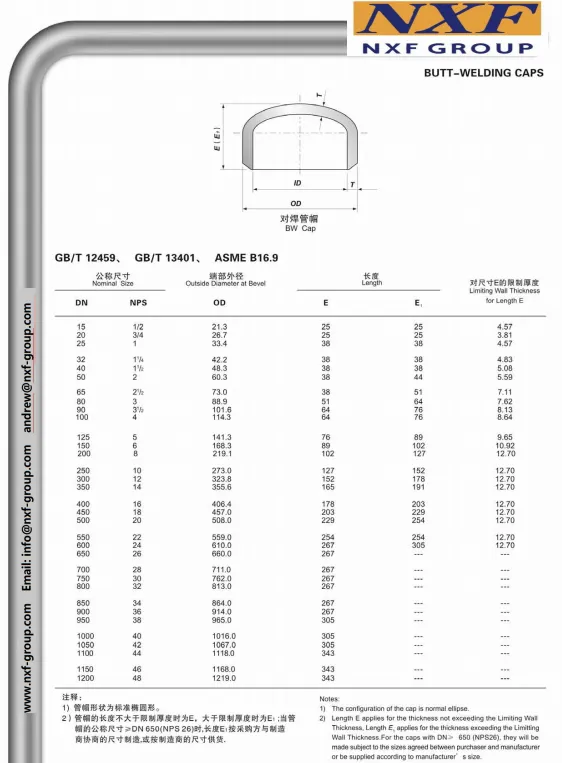
C276 BUTT WELDING CAP DRAWING
C276 Chemical composition and mechanical properties



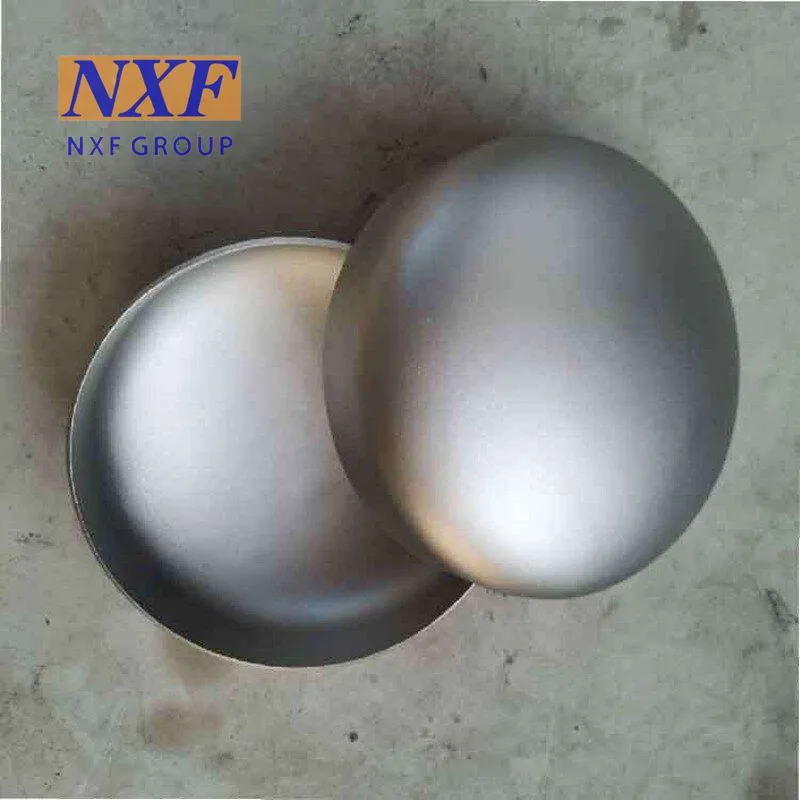
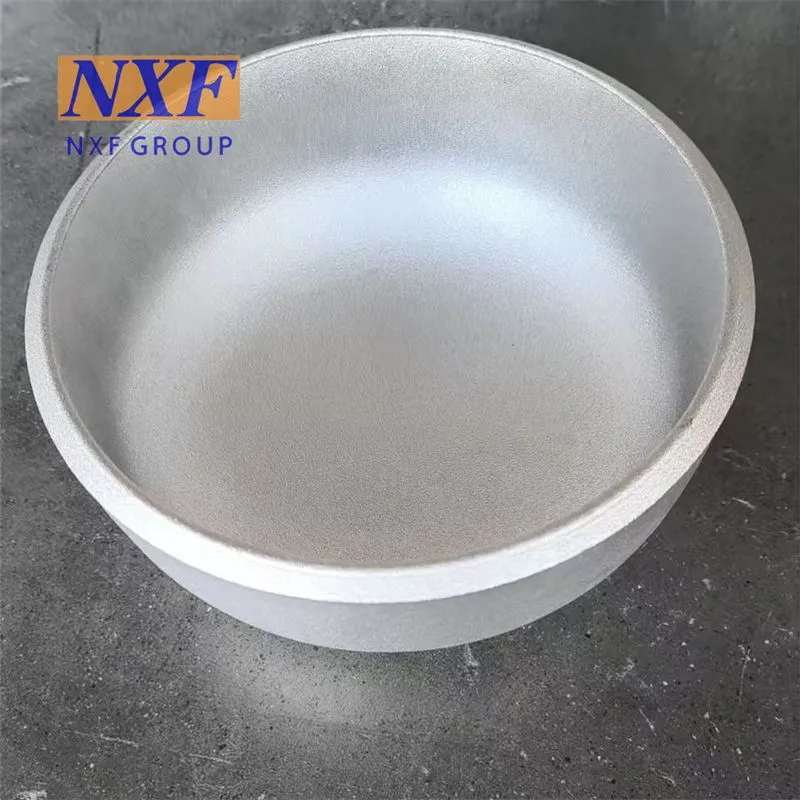
Butt Welding Cap Factory and Product Pictures


C276 PMI spectral testing proves



Butt Welding Cap Processing
1. Core Forming Technologies
The baseline geometric shape (typically elliptical or dished) of the cap is formed using one of the three primary methodsdepending on dimensions:
* Deep Drawing / Cold Stamping (Small to Medium Diameters): * This is the most common method for seamless caps of smaller sizes and standard wall thicknesses (e.g., SCH 40).
* Blanking: A hydraulic shear cuts a steel plate into a precise circular blank.
* Drawing: A hydraulic press forces the circular plate through a female die using a male punch. The metal stretches smoothly over the punch, taking on the required semi-spherical or elliptical shape.
* This can be performed at room temperature (cold drawing) or with
pre-heating (warm drawing), depending on material hardness and thickness.
* Hot Press Forming (Large Diameters & Thick Walls): * For heavy-walled or large-diameter caps (e.g., 18 inches and above), room-temperature stamping cannot deliver sufficient force to deform the metal.
* Heating: The steel blank is heated in an industrial furnace above its recrystallization temperature (typically 900°C–1100°C for carbon steel) to maximize its malleability.
* Molding: A heavy-duty hydraulic press swiftly stamps the glowing-hot steel plate into shape. This method reduces material stress and improves grain flow.
* Segmental Piece Welding (Extra-Large Custom Diameters): * For massive pipelines or pressure vessels spanning several meters in diameter, standard single-piece molds cannot be used.
* Petal Cutting: Individual curved sections, resembling orange peels or petals, are pressed separately.
* Assembly & Welding: These segments are aligned, tacked, and permanently joined using automatic or semi-automatic arc welding (e.g., Submerged Arc Welding - SAW), followed by full radiographic evaluation of the weld seams.
2. Step-by-Step Production Line
Beyond the initial forming stage, a factory must guide each cap through a series of finishing steps to achieve compliance with
international manufacturing specifications like ASME B16.9:
1. Trimming & Sizing: * Freshly stamped caps leave behind jagged, uneven edges at the rim (the skirt).
* The cap is secured onto a specialized trimming machine or heavy-duty lathe to cut away excess material,
leaving a uniform straight-face height and a completely flat base.
2. Beveling (Edge Preparation): * Because these are butt welding fittings, the open rim must be machined with a specific weld bevel.
* The standard profile is a 37.5° bevel with a 1.6mm flat root face (land). This profile is cut using dedicated pipe-fitting beveling machines to allow full-penetration welding when joined to a pipe in the field.
3. Heat Treatment: * Severe deformation—especially cold stamping—induces high residual stresses and alters the microcrystalline structure of the metal, making it brittle.
* Caps are loaded into heat-treating furnaces for Normalizing or Annealing (for carbon steels) or Solution Annealing (for stainless steels) to restore mechanical toughness and fatigue resistance.
4. Surface Treatment & Cleaning: * Carbon Steel: Caps undergo shot blasting to strip away high-temperature mill scale formed during heat treatment, followed by a coat of rust-preventative oil or black paint.
* Stainless Steel: Caps are treated with acid pickling and passivation to remove surface impurities and restore the
corrosion-resistant chromium-oxide layer. Sanitary-grade caps receive additional mechanical or electropolishing down to tight roughness targets (e.g., 32 Ra).
3. Inspection & Quality Control (QC)
Before leaving the factory floor, processed caps must pass a rigorous matrix of inspections to guarantee field safety under pressure:
* Dimensional Verification: Quality engineers use specialized calipers and gauges to measure the outside diameter, wall thickness (especially at the crown, which thins during stretching), ovality, bevel angle, and total height against strict standard tolerances.
* Non-Destructive Testing (NDT): For high-pressure lines or segment-welded caps, Radiographic Testing (RT) or Ultrasonic Testing (UT) is executed to guarantee zero internal cracks, voids, or weld imperfections.
* Product Marking / Stamping: A permanent laser or steel stamp is applied to the outside shell. This mark lists the manufacturer name, specification standard (ASME B16.9), material grade (e.g., WPB, 316L), size/schedule (e.g., 6" SCH 80), and a unique Heat Number tied directly to the raw material mill certificate for 100% traceability.
Our NXF GROUP advantage as follow
1.Our NXF GROUP have our own factory, and we can control the cost by producing by ourselves. We have a great advantage in price and can give you the lowest price based on best quality.
2.Our NXF GROUP can strictly control the quality. We have production, quality inspection, warehousing and other departments to coordinate and control the quality,Such as PMI and size testing.
3.Our NXF GROUP biggest advantage is 3S service. Small quantity, short time, special materials.
4.Our NXF GROUP have excellent quality certificate system and trademark certificate
5.Our NXF GROUP have a comprehensive after-sales service guarantee, such as the transaction guarantee provided by International Station, as well as remote technical guidance and services.
6.Our NXF GROUP have a well-established logistics support system that can save you both time and money, providing you with a one-stop service.
Trade Show Participation

Packing & Delivery






FAQ
1. who are we?
We are based in Jiangsu, China, start from 2021,sell to South Asia(30.00%),Eastern Asia(10.00%),Mid East(10.00%),Eastern Europe(10.00%),South America(10.00%),Domestic Market(5.00%),North America(5.00%),Northern Europe(5.00%),Central America(5.00%),Africa(5.00%),Southeast Asia(5.00%). There are total about 101-200 people in our office.
2. how can we guarantee quality? Always a pre-production sample before mass production; Always final Inspection before shipment;
3.what can you buy from us? Pipe,Flange,Steel plate,Pipe fittings,Alloy products
4. why should you buy from us not from other suppliers? Our advantage:3S Service (Small Quantity/Short Time/Special Material) We have our own factories, quality can be controlled seriously. We Specialize in manufacturing about 21 years. We have professional testing department and testing equipment.
5. what services can we provide? Accepted Delivery Terms: FOB,CFR,CIF,EXW,FCA; Accepted Payment Currency:USD,EUR,CAD,HKD,CNY; Accepted Payment Type: T/T,L/C,D/P D/A; Language Spoken:English,Chinese
6. Are you trading company or manufacturer ? We are manufacturer.
7. How long is your delivery time? Generally it is 5-10 days if the goods are in stock. or it is 15-20 days if the goods are not in stock, it is according to quantity.
8. Do you provide samples ? is it free or extra ? Yes, we could offer the sample for free charge but need pay the cost of freight.
9. What is your terms of payment ? Payment<=1000USD, 100% in advance. Payment>=1000USD, 50% T/T in advance ,balance before shippment.
Recently Posted
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 Nickel Alloy Forging Technology Threaded Coupling
June 30, 2026Product DescriptionC276 IntroductionSuper alloys or high performance alloys are available in a variety of shapes and contain eleme Read More
Read More -
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology
June 30, 2026Products DescriptionC276 IntroductionSuper alloys or high performance alloys are available in a variety of shapes and contain elem Read More
Read More -
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 Nickel Alloy Forging Technology Threaded 90/45 Degree Elbow
June 30, 2026Product DescriptionC276 IntroductionSuper alloys or high performance alloys are available in a variety of shapes and contain eleme Read More
Read More -
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 Nickel Alloy Forging Technology Socket Welding Union
June 29, 2026Product DescriptionC276 IntroductionSuper alloys or high performance alloys are available in a variety of shapes and contain eleme Read More
Read More

Contact Us
Recommended Products
-
 NXF UNS N10276 2.4819/NiMo16Cr15W/C276 Length 1m-12m Diameter 1mm-1200mm Nickel Alloy Round BarUS$ 4 - 5MOQ: 10 Pieces
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 Length 1m-12m Diameter 1mm-1200mm Nickel Alloy Round BarUS$ 4 - 5MOQ: 10 Pieces -
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Threaded Hex Head or Flush BushingUS$ 4 - 5MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Nickel Alloy Forging Threaded Straight or Reducing Haxagonal NippleUS$ 4 - 6MOQ: 5 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Thickness SCH10-XXS Length 1m-12m Nickel Alloy Welded or Seamless PipeUS$ 5 - 6MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 Nickel Alloy Forging THD Square Head Plug & Hexagonal Head Plug & Round Head BushingUS$ 4 - 5MOQ: 10 Pieces




-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology Threaded CapUS$ 4 - 5MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology Threaded CouplingUS$ 5 - 6MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology THD Straight or Reducing TeeUS$ 4.5 - 5MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology Threaded 90/45 Degree ElbowUS$ 4 - 5MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology Socket Welding UnionUS$ 4.6 - 5MOQ: 10 Pieces

-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology Threaded UnionUS$ 5 - 6MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology Socket Welding CapUS$ 6 - 7MOQ: 5 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology Socket Welding CouplingUS$ 3.5 - 4MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology Socket Welding CrossUS$ 5 - 6MOQ: 5 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology Socket Welding 90°/45° ElbowUS$ 4.5 - 5MOQ: 5 Pieces



-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Class 3000-9000 Nickel Alloy Forging Technology Socket Welding TeeUS$ 5.5 - 6MOQ: 5 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Thickness SCH10-XXS Nickel Alloy Butt Welding CapUS$ 5 - 7MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Thickness SCH10-XXS Nickel Alloy Butt Welding Lap Joint Stub EndUS$ 4.5 - 5MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Nickel Alloy Butt Welding Straight or Reducing TeeUS$ 4.5 - 5MOQ: 10 Pieces
-
NXF UNS N10276 2.4819/NiMo16Cr15W/C276 OD DN15-1200 Thickness SCH10-XXS Nickel Alloy BW Concentric or Eccentric ReducerUS$ 5 - 6.4MOQ: 10 Pieces